
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Kaedah sudut tork benang adalah untuk mengetatkan bolt atau kacang ke tork awal dan kemudian memutarkannya ke sudut tertentu. Bergantung pada daya paksi sasaran, bolt dapat diperketatkan ke rantau elastik atau overyield. Kelebihannya ialah tahap pengetatan tork awal dipengaruhi oleh pekali geseran, tetapi daya paksi yang dihasilkan dalam tahap ini adalah kecil dan boleh diabaikan.
Di rantau elastik, daya paksi adalah berkadar dengan pemanjangan bolt. Daya paksi yang diperolehi dengan berputar bolt ke sudut tertentu tidak terjejas oleh pekali geseran. Penyebaran daya paksi bolt adalah kecil, jadi proses kaedah sudut tork digunakan secara meluas dalam kereta dan jentera kejuruteraan. Operasi perhimpunan semakin banyak digunakan.
Untuk menyeragamkan reka bentuk teknologi pengetatan sudut tork dan meningkatkan kebolehpercayaan sambungan, hari ini, Master Screw akan memperkenalkan kepada anda bolt metrik yang biasa digunakan dengan tahap kekuatan 8.8, 10.9, dan 12.9. Kaedah pengetatan sudut tork dalam zon elastik dan sambungan zon hasil, parameter proses pengetatan yang disyorkan di zon hasil dan zon elastik adalah untuk rujukan semua orang, tetapi parameter proses pengetatan yang lebih tepat masih harus ditentukan berdasarkan hasil ujian.
1. Menurut formula pengiraan daya paksi, daya paksi bolt f adalah berkadar dengan pemanjangan bolt. Sensor menerima perbezaan masa antara penghantaran gelombang ultrasonik dalam keadaan bebas dan keadaan bolt yang diperketatkan. Dari perbezaan masa, perubahan dalam pemanjangan bolt dalam keadaan bebas dan keadaan yang diperketatkan dapat dikira, dan daya paksi bolt F dapat dikira.

F - Bolt Axial Force
E - modulus keanjalan bahan bolt
S - Bolt kawasan keratan rentas
ΔL - ubah bentuk bolt
L - panjang pengapit bolt
Proses pengetatan sudut sudut elastik. Dalam kaedah pemasangan ini, julat nilai akhir proses dikawal dalam zon elastik, dan kadar penggunaan bolt adalah ≥65%.
Proses pengetatan sudut zon hasil, dalam kaedah pemasangan ini, julat nilai akhir proses dikawal di zon hasil, dan kadar penggunaan bolt adalah 100%.
3. Proses Skop Tork yang Berkenaan
a. Bahagian yang memerlukan pembongkaran, pembaikan, dan penggantian yang kerap selepas pemasangan tidak sesuai untuk proses pengetatan zon hasil.
b. Apabila bahagian yang diapit adalah plat nipis (ketebalan pengapit <1D), proses pengetatan sudut tork tidak disyorkan.
4. Dua Syarat Utama untuk Proses Sudut Tork
1) Tork tork MS-tork yang digunakan untuk membuat bahagian bersama sesuai. Sebelum tork ini, kaedah kawalan tork diterima pakai, dan selepas tork ini, ia beralih kepada kawalan sudut.
2) Proses sudut WA-nilai sudut yang dikawal oleh peringkat kedua proses sudut tork. Selepas pemasangan sudut ini selesai, proses pemasangan lengkap berakhir.
5. Menetapkan parameter proses tork dan sudut
Proses pengetatan sudut tork memerlukan dua parameter proses - tork ambang MS dan sudut proses WA - yang akan ditentukan berdasarkan hasil ujian tegangan sudut tork. Peralatan seperti penguji kuasa paksi ultrasonik, mesin pengetatan elektrik dan mesin ujian pekali geseran harus digunakan dalam ujian.
Tork awal pada permulaan ujian umumnya kira -kira 30% daripada tork hasil. Sudut putaran boleh direka mengikut hasil bolt. Jika ia tidak dapat dikira dengan tepat, anda boleh bermula dengan sudut putaran yang lebih kecil dan secara beransur -ansur meningkatkan sudut untuk mendapatkan hasil bolt yang diperlukan oleh eksperimen. sudut. Apabila lengkung diperolehi, tork ambang boleh diselaraskan, dan sudut sudut proses boleh diperolehi berdasarkan nilai daya paksi sasaran.
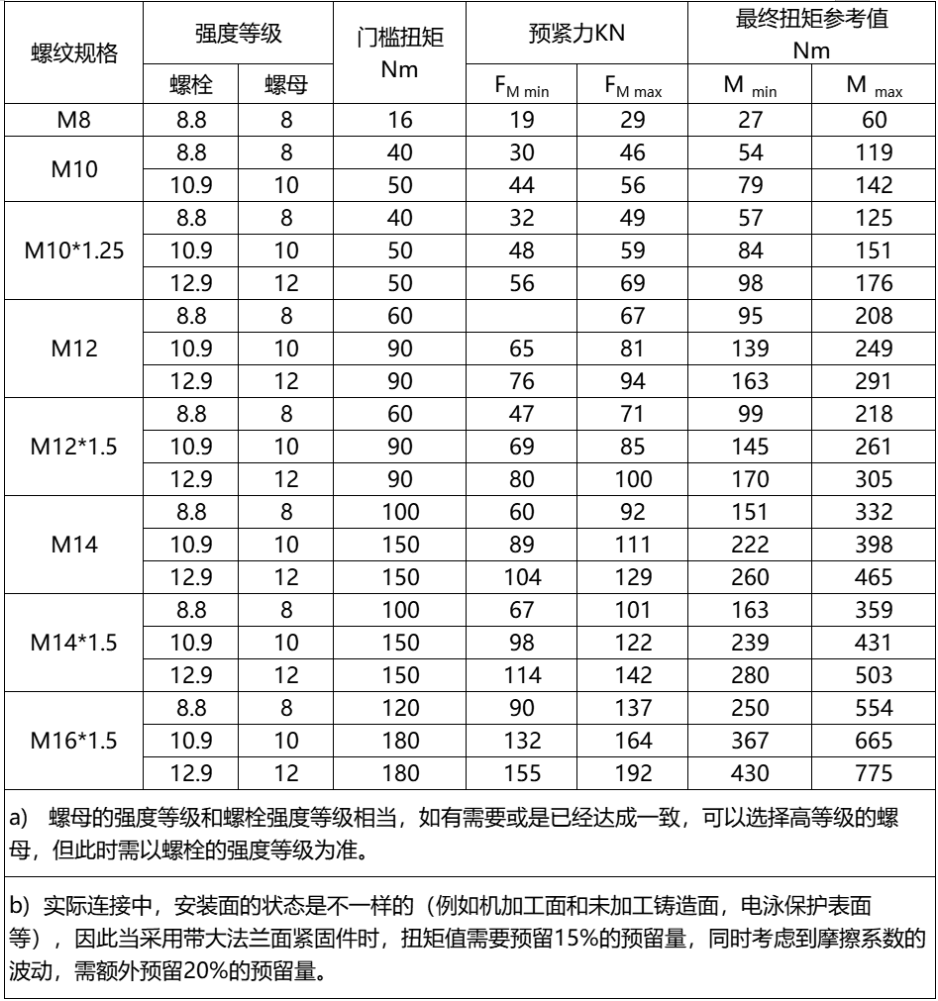
 6. Nilai yang disyorkan parameter proses untuk tork dan sudut dalam zon hasil
6. Nilai yang disyorkan parameter proses untuk tork dan sudut dalam zon hasilNilai hasil, sudut, sudut, sudut proses yang disyorkan dan nilai parameter kuasa preload ditunjukkan dalam Jadual 1 dan Rajah 2:
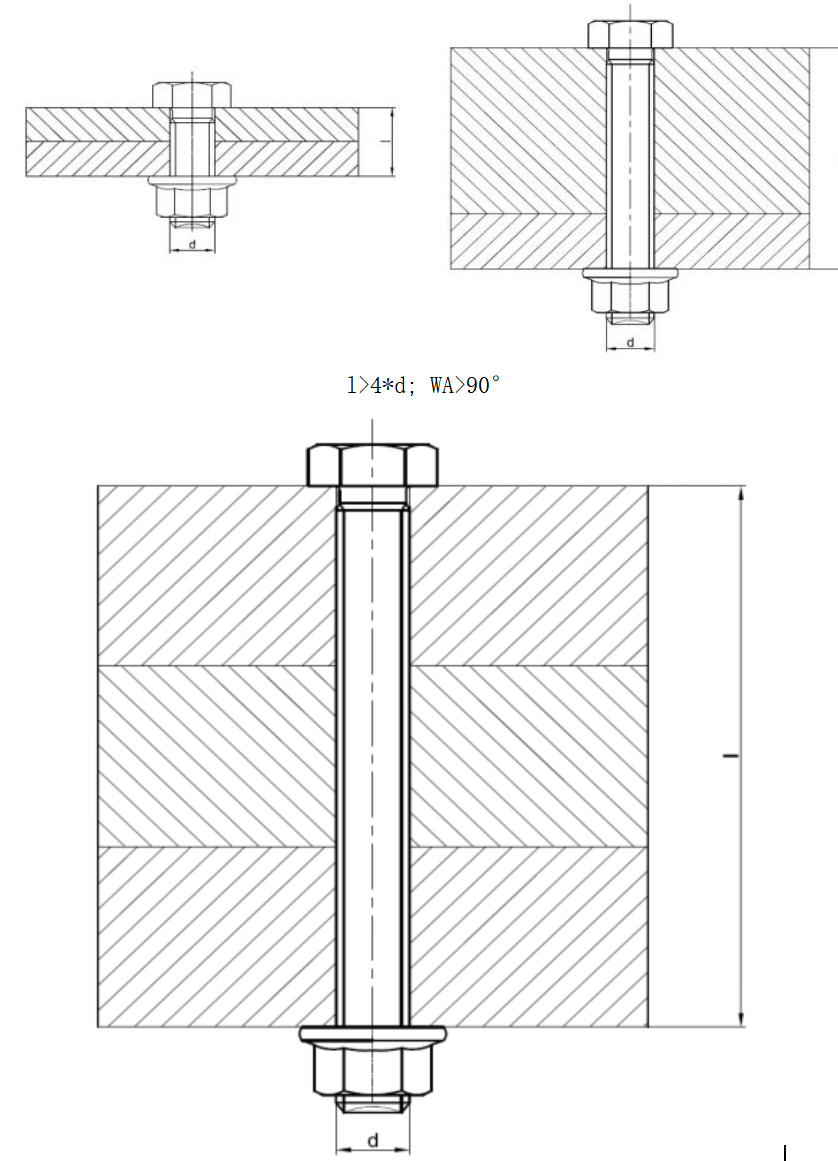
Proses sudut WA di bawah panjang penjepit yang berbeza
WA <90, Cadangan 45º; Wa> 90, cadangan 180º
l <1*d; WA <90 ° 1*d≤1≤4*d; Wa = 90 °
Sebagai tambahan kepada kekuatan bolt, beberapa pembolehubah lain boleh menjejaskan nilai tork akhir, termasuk pekali geseran awal dan radius geseran kepala. Oleh itu, tork akhir yang diberikan dalam jadual adalah nilai rujukan, dan ia hanya terpakai kepada siri kecil bolt bebibir heksagon yang disebutkan dalam GB/T16674.1.
Apabila menggunakan bolt muka flange kepala yang besar yang disebutkan dalam GB/T5789/5790, nilai tork akhir meningkat sebanyak kira -kira 20%.
Parameter proses tork dan sudut zon elastik ditentukan berdasarkan keputusan ujian bersama dan keperluan reka bentuk daya preload (daya aksial) sasaran. Pada masa yang sama, pengalaman berikut boleh dirujuk:
Tork ambang MS: Mengamalkan tork ambang yang disyorkan dalam Jadual 1
Proses Sudut WA: Gunakan 45º sebagai sudut proses.
Formula pengiraan kuasa preload paksi pemasangan di zon hasil:
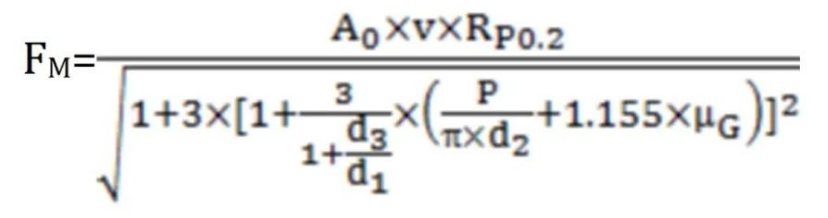
A0 - Tekanan minimum kawasan keratan rentas keratan
υ - pekali penggunaan kekuatan hasil bolt, pemasangan zon hasil υ = 1
RP0.2 - Kekuatan hasil bolt
D2 - Diameter Pitch Thread
D3 - Bahagian skru diameter keratan rentas minimum
μg - pekali geseran pasangan benang
Formula untuk mengira tork akhir perhimpunan di zon hasil:

FY - Bolt menghasilkan daya paksi
μges - pekali geseran benang komprehensif
P - Pitch Thread
D2 - Diameter Pitch Thread
DW - Diameter luar permukaan sokongan yang lebih rendah dari kepala pengikat
DH - Diameter dalaman permukaan sokongan di bawah kepala pengikat
Apabila mengetatkan sambungan berulir di atas, daya pra-pengetatan dan tork ditentukan mengikut kekuatan dan pekali geseran bolt. Daya pra pengetatan maksimum muncul apabila kekuatan bolt adalah maksimum dan pekali geseran benang adalah minimum. Pada masa yang sama, tork maksimum muncul apabila kekuatan bolt maksimum dan pekali geseran adalah minimum. Apabila pekali maksimum.

FV - Preload paksi
RP0.2 - Kekuatan hasil bolt
FM - Preload paksi pemasangan
FH - Pembolehubah Auxiliary
M - tork
μ - pekali geseran
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.